Токарный станок с наклонной станиной KTL 65/1000(Z) (NL634SC(Z))
 (NL634SC(Z)) фото №1")
 (NL634SC(Z)) фото №2")
 (NL634SC(Z)) фото №3")
 (NL634SC(Z)) фото №4")
 (NL634SC(Z)) фото №5")
 (NL634SC(Z)) фото №6")
 (NL634SC(Z)) фото №7")
 (NL634SC(Z)) фото №8")
 (NL634SC(Z)) фото №9")
 (NL634SC(Z)) фото №10")
 (NL634SC(Z)) фото №11")
 (NL634SC(Z)) фото №12")
 (NL634SC(Z)) фото №13")
 (NL634SC(Z)) фото №14")
 (NL634SC(Z)) фото №15")
 (NL634SC(Z)) фото №16")
 (NL634SC(Z)) фото №17")
 (NL634SC(Z)) фото №18")
 (NL634SC(Z)) фото №19")
 (NL634SC(Z)) фото №20")
 (NL634SC(Z)) фото №21")
 (NL634SC(Z)) фото №22")
 (NL634SC(Z)) фото №23")
 (NL634SC(Z)) фото №24")
 (NL634SC(Z)) фото №25")
 (NL634SC(Z)) фото №26")
 (NL634SC(Z)) фото №27")
 (NL634SC(Z)) фото №28")
 (NL634SC(Z)) фото №29")
 (NL634SC(Z)) фото №30")
 (NL634SC(Z)) фото №31")
 (NL634SC(Z)) миниатюра №1")
 (NL634SC(Z)) миниатюра №2")
 (NL634SC(Z)) миниатюра №3")
 (NL634SC(Z)) миниатюра №4")
 (NL634SC(Z)) миниатюра №5")
 (NL634SC(Z)) миниатюра №6")
 (NL634SC(Z)) миниатюра №7")
 (NL634SC(Z)) миниатюра №8")
 (NL634SC(Z)) миниатюра №9")
 (NL634SC(Z)) миниатюра №10")
 (NL634SC(Z)) миниатюра №11")
 (NL634SC(Z)) миниатюра №12")
 (NL634SC(Z)) миниатюра №13")
 (NL634SC(Z)) миниатюра №14")
 (NL634SC(Z)) миниатюра №15")
 (NL634SC(Z)) миниатюра №16")
 (NL634SC(Z)) миниатюра №17")
 (NL634SC(Z)) миниатюра №18")
 (NL634SC(Z)) миниатюра №19")
 (NL634SC(Z)) миниатюра №20")
 (NL634SC(Z)) миниатюра №21")
 (NL634SC(Z)) миниатюра №22")
 (NL634SC(Z)) миниатюра №23")
 (NL634SC(Z)) миниатюра №24")
 (NL634SC(Z)) миниатюра №25")
 (NL634SC(Z)) миниатюра №26")
 (NL634SC(Z)) миниатюра №27")
 (NL634SC(Z)) миниатюра №28")
 (NL634SC(Z)) миниатюра №29")
 (NL634SC(Z)) миниатюра №30")
 (NL634SC(Z)) миниатюра №31")
| Модель: |  |
KTL 65/1000(Z) (NL634SC(Z)) |
| Производитель: | КМТ |
|
| Изготовитель: |  |
Китай |
Токарный станок KTL 65/1000(Z) (NL634SC(Z)) с ЧПУ предназначен для высокоскоростной токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем, различной сложности, включая нарезания резьбы, сверление, зенкерование.
Высокоточные токарные обрабатывающие центры серии KТL применяются во всех отраслях машиностроительной индустрии, а также в авиационно-космической и военной промышленности, приборостроении.
Получаемые изделия



Схемы обработки
Особенности станков KTL65
Направляющие осей X, Z и задней бабки имеют цельную жесткую конструкцию. Ширина верхней направляющей оси Z составляет 100 мм, ширина нижней направляющей – 115 мм, ширина направляющей оси X составляет 80 мм. После термообработки твердость поверхности направляющих составляет от 49 - 52 HRC. Высокая жесткость, большой крутящий момент и незначительная деформация системы «СПИД» делают этот станок наилучшим выбором при использовании в тяжелых условиях резания. Шарико-винтовые пары осей X и Z со сдвоенными гайками имеют класс C3. Диаметр и шаг шарико-винтовых пар осей X и Z оставляют 32x8 мм и 40x10 мм соответственно.
Станина, корпуса шпиндельного узла, задней бабки и суппорта после литья на заводе проходят несколько этапов старения перед окончательной механообработкой.

Достоверно известно, что тепловые деформации составляют существенную долю в общем балансе погрешностей при изготовлении деталей. Погрешности вызванные тепловыми деформациями составляют до 30-70% от общей погрешности обработки. Особенно заметно их влияние при выполнении чистовых операций.
При разработке конструкции станка, в частности шпиндельной бабки, конструкторами завода учтено воздействие тепловых деформаций, распределение механических напряжений при помощи систем математического моделирования, что позволило добиться внушительных результатов по точности изготовления и сборки шпиндельных узлов.
Конструктивные особенности

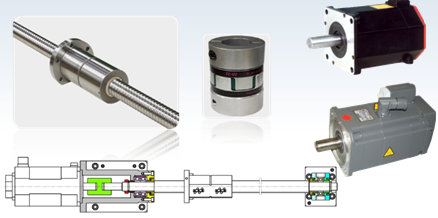
Шпиндель собственной разработки
Высокоскоростная шпиндельная бабка разработана с учетом минимальных тепловых деформаций и высокой точностью обработки. В шпинделе установлены высокоточные подшипники компании NSK (Япония).

Цельнолитая наклонная станина высокой жесткости
На данной серии станков используется цельная станина с углом наклона 45°, изготовленная из модифицированного чугуна – механита с внутренними ребрами жесткости. Такая конструкция станины обеспечивает лучшую устойчивость, жесткость, гашение вибраций. Так же наклонная станина занимает меньшую площадь, что позволяет легко удалять стружку и эксплуатировать станок.

Направляющие скольжения
После термообработки твердость поверхности направляющих составляет от 49 - 52 HRC. Преимущества подобной системы в простоте и компактном устройстве, такие направляющие обладают большой нагрузочной возможностью, жёсткостью, способностью демпфировать вибрации. В станке установлены все передачи ШВП производства HIWIN (Тайвань).
Преимущества
- Цельнолитая станина, угол наклона 45˚ с повышенной виброустойчивостью и жесткостью.
- Направляющие скольжения с большой нагрузочной способностью.
- Усиленный шпиндель для силовой обработки.
- Конструкция станка спроектирована с учетом уникальной системы математического моделирования ANSYS.
Технические характеристики KTL 65/1000(Z) (NL634SC(Z)) |
|
|---|---|
| Характеристика | Значение |
| Параметры обработки | |
| Диаметр патрона, дюйм | 12" (15") |
| Макс. диаметр устанавливаемого изделия над станиной, мм | 650 |
| Макс. диаметр устанавливаемого изделия над суппортом, мм | 450 |
| Макс. диаметр обработки, мм | 630 |
| Макс. длина обработки, мм | 1000 |
| Макс. диаметр прутка, мм | 75 (90) |
| Оси X и Z | |
| Перемещение по оси X, мм | 330 |
| Перемещение по оси Z, мм | 1100 |
| Ускоренные перемещения по осям X/ Z, м/мин | 8/12 |
| Диаметр/шаг винта оси X, мм | 32/8 |
| Диаметр/шаг винта оси Z, мм | 40/10 |
| Крутящий момент серводвигателя X/Z, Нм | 10,5 / 20 |
| Шпиндель | |
| Торец шпинделя, ISO | А2 - 8 (A2 - 11) |
| Диаметр отверстия шпинделя, мм | 87 (106) |
| Максимальная скорость вращения, мин-1 | 2000 (1000) |
| Высота оси шпинделя от пола, мм | 1100 |
| Мощность электродвигателя главного привода (пост./30 мин.), кВт | 15 / 18,5 |
| Инструментальная система | |
| Количество инструмента, шт | 8 (опция 10/ 12) |
| Размер сечения державки резца, мм | 32 x 25 |
| Размер сечения державки расточного резца, мм | 50 |
| Гидравлическая задняя бабка | |
| Диаметр пиноли, мм | 130 |
| Ход пиноли, мм | 100 |
| Размер конуса, Морзе | 5 |
| Точность | |
| Точность позиционирования по осям X / Z, мм | 0,012 / 0,016 |
| Повторяемость по осям X / Z, мм | 0,006 / 0,008 |
| Энергопотребление | |
| Напряжение, В | 380 ± 5% |
| Частота, Гц | 50 |
| Полная мощность, кВА | 35 |
| Габаритные размеры | |
| ДхШхВ, мм | 5090x1950x2080 |
| Вес, кг | 7500 (7600) |
Стандартная комплектация

Система ЧПУ FANUC (Япония)
Промышленная система ЧПУ самая распространённая в России, более проста в использовании, легко найти операторов. Сервис по всей России, запасные части в наличии на складах. Для удобства оператора стойка снабжена маховиком ручного управления.
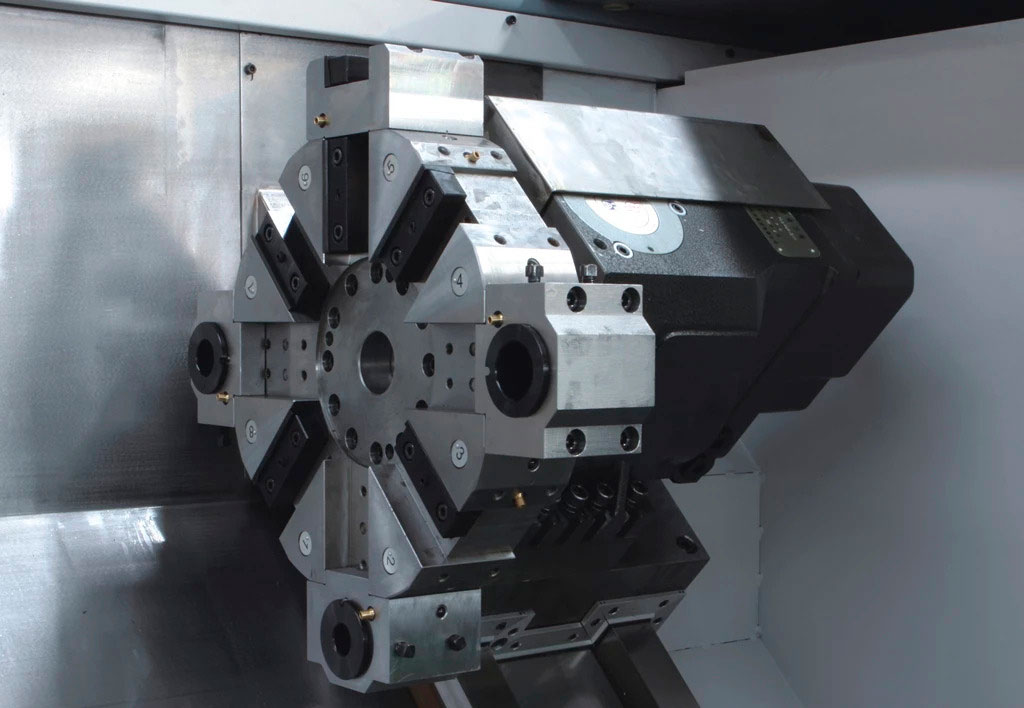
Револьверная головка
В стандартной конфигурации станок оснащен гидравлической револьверной головкой Тайваньского производства на 8 инструментов (10/12 опция), обладающей повешенной жесткостью, надежным захватом, высокой скоростью индексации и высокой повторяемостью позиционирования.

Гидравлическая задняя бабка
В стандартной конфигурации станок оснащен гидравлической задней бабкой. Выдвижение пиноли задней бабкой управляется гидравлической системой.
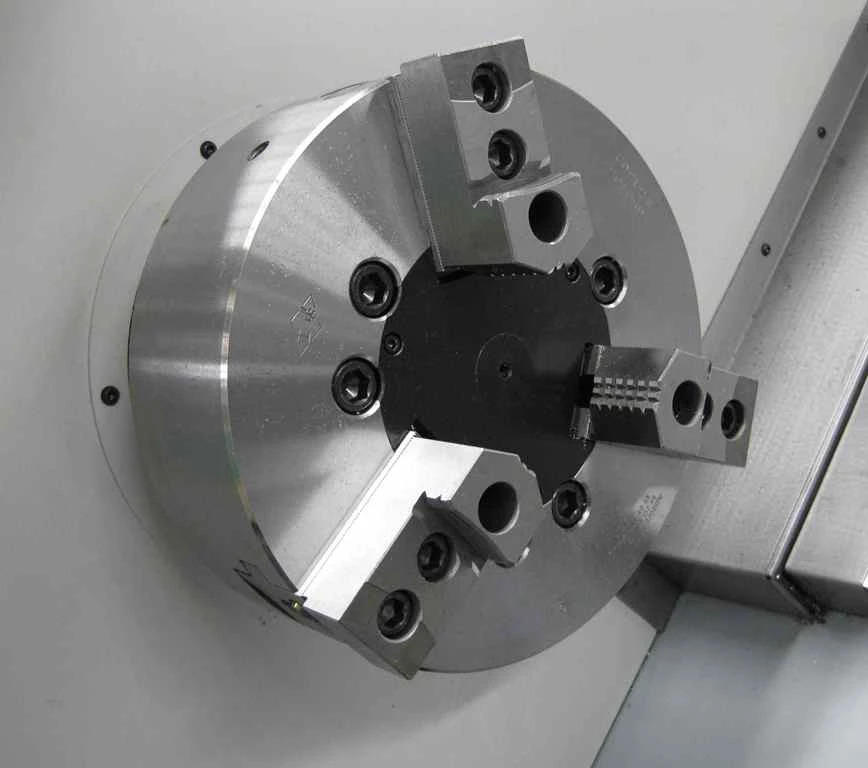
Гидравлический 3-х кулачковый патрон
В стандартной конфигурации станок оснащен гидравлической задней бабкой. Выдвижение пиноли задней бабкой управляется гидравлической системой.

Педаль зажима/разжима патрона/пиноли задней бабки
Предназначена для зажима/разжима гидравлического патрона и пиноли задней бабки.

Транспортер для удаления стружки
Предназначен для автоматизации сбора стружки из черных и цветных металлов в процессе работы станка.

Система автоматической смазки
Система автоматической смазки станка обеспечивает периодическую подачу смазочного материала.
- Бесступенчатое регулирование скорости вращения шпинделя.
- Гидравлическая 8-ми позиционная револьверная головка.
- Кабинетная защита зоны резания.
- Освещение рабочей зоны.
- Система подачи СОЖ.
- Пистолет обдува воздухом.
- Трехцветная сигнальная лампа.
- Теплообменник электрошкафа.
- Инструмент для обслуживания станка.
- Документация на русском языке.
Дополнительная комплектация

Револьверная головка на 12 позиций
12 позиционная револьверная головка позволит расширить технологические возможности вашего производства, увеличить номенклатуру обрабатываемых изделий, позволит производить обработку конструктивно более сложных деталей за одну установку.

Задняя бабка управляемая по оси Z от ЧПУ
Опционально возможно оснащение задней бабки серво-двигателем для перемещения по оси Z.
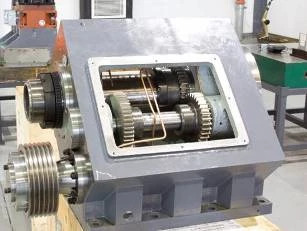
Редукторный привод
У серии станков Z шпиндельная бабка оснащается редукторным приводом. Привод шпинделя осуществляется посредством редуктора для обеспечения высокого момента на низких оборотах, что позволяет обрабатывать особо тяжёлые заготовки и точить с максимальными припусками закаленные и легированные материалы.

Система измерения инструмента
Привязка инструмента производится не по детали - «по первой стружке», что является непомерно большой потерей времени в общем цикле изготовления детали (привязка, измерение, корректировка), а при помощи специальной системы измерения смонтированной на корпус станка. Сердцем такой системы является комплект датчиков и щупа, которые обеспечивают измерения, а также комплект программного обеспечения, который обеспечивает интеграцию с системой ЧПУ и предлагает ряд разнообразных возможностей.

Люнеты
Технологические возможности оборудования могут быть расширены за счет применения люнетов. Основное назначение данного приспособления - поддержка длинных заготовок (длина которых превышает в 10 -12 раз диаметр) и создание условий для надежной обработки, исключающей образование вибрации.

Устройство подачи прутка
- прост и надёжен в работе
- программируемый расход материала
- возможность программирования реверс
- индикация ошибок (при недостаточном количестве материала или при передвижении сигнализируется на ЖК-мониторе)
- быстрая смена диаметра заготовки
- возможность использования 6-тигранных заготовок
- быстрая смена заготовок
- экономия материала
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.Отзывы о KTL 65/1000(Z) (NL634SC(Z)):
Отзывов пока нет, но ваш может быть первым.Компания-изготовитель оставляет за собой право на изменение комплектации и места производства товара без уведомления!
Обращаем Ваше внимание на то, что информация на сайте не является публичной офертой!
Обозначение КМТ используется исключительно для идентификации товаров соответствующего производителя. ООО "Компания "РуСтан" не является правообладателем товарного знака КМТ и не аффилировано с правообладателем.

